TAG關鍵詞:
材料: A356鑄造鋁合金;
工藝:車削加工、鉆孔、鉸孔、攻螺紋
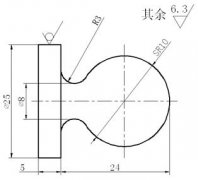
下圖為待加工零件:
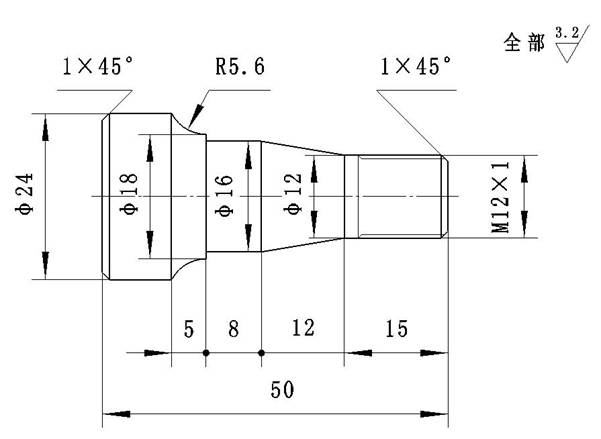
粗、精車用1號外圓車刀,切斷用4號切斷刀;換刀點定在X50,Z100,請根據GSK-980T系統要求編制加工程序。
|
編程參考2 |
||
|
O 1002 ; |
說 明: |
|
|
N10 |
G50 X50 Z100 ; |
以換刀點定位工件坐標系 |
|
N20 |
M3 S560 ; |
啟動主軸 |
|
N30 |
T0101 ; |
換1號刀 |
|
N40 |
G0 X25 Z2 ; |
快速移動到加工出發點 |
|
N50 |
G71 U0.8 R0.5 ; |
執行外圓粗加工循環 |
|
N60 |
G71 P70 Q140 U0.5 W0.2 F100 ; |
留余量X0.5 Z0.2,進給量100 mm/min |
|
N70 |
G0 X4.307 ; |
輪廓加工起始行 |
|
N80 |
G1 Z0 F30 ; |
精加工進給量30 |
|
N90 |
G3 X8.268 Z-1.722 R2 ; |
|
|
N100 |
G1 X12 Z-15 ; |
|
|
N110 |
W-5 ; |
|
|
N120 |
X14 ; |
|
|
N130 |
G2 X23.5 Z-30 R15 ; |
|
|
N140 |
Z-45 ; |
輪廓加工結束行 |
|
N150 |
G70 P70 Q140 ; |
執行精加工循環 |
|
N160 |
G0 X50 Z100 ; |
回換刀點 |
|
N170 |
T0404 ; |
換4號切斷刀 |
|
N180 |
G0 X26 Z-36 ; |
定位切槽起點 |
|
N190 |
G1 X18 F10 ; |
切槽 |
|
N200 |
G4 X4 ; |
槽底暫停4秒 |
|
N210 |
G0 X26 ; |
|
|
N220 |
Z-40.1 ; |
定位切斷起點,留0.1mm余量 |
|
N230 |
G1 X12 F15 ; |
|
|
N240 |
G0 X20 ; |
|
|
N250 |
Z-39 ; |
退刀至倒角起點 |
|
N260 |
G1 X16 Z-40 F10 ; |
車尾端倒角 |
|
N270 |
X0 F10 ; |
切斷,進給量10mm/min |
|
N280 |
G0 X50 Z100 ; |
|
|
N290 |
M5 ; |
回換刀點,停主軸 |
|
N300 |
T0100 ; |
換回基準刀 |
|
N310 |
M30 ; |
結束程序 |
車削加工注意事項:
1) 車削鑄造鋁合金時,為了保證車削時的剛性,一般應先車直徑較大的部分,后車直徑較小的部分。
2) 在軸得工件上切槽時,應在精車之前進行,以防止工件變形。
3) 精車帶螺紋的軸時,一般應在螺紋加工之后再精車無螺紋部分。
4) 鉆孔前,應將工件端面車平。必要時應先打中心孔。
5) 鉆深孔時,一般先鉆導向孔。
6) 車削(Φ10—Φ20)㎜的孔時,刀桿的直徑應為被加工孔徑0.6—0.7倍;加工直徑大于Φ20㎜的孔時,一般應采用裝夾刀頭的刀桿。
7) 車削多頭螺紋或多頭蝸桿時,調整好交換齒輪后要進行試切。
8) 使用自動車床時,要按機床調整卡片進行刀具與工件相對位置的調整,調好后要進行試車削,首件合格后方可加工;加工過程中隨時注意刀具的磨損及工件尺寸與表面粗糙度。
9) 在立式車床上車削時,當刀架調整好后,不得隨意移動橫梁。
10) 當工件的有關表面有位置公差要求時,盡量在一次裝夾中完成車削。
11) 車削圓柱齒輪齒坯時,孔與基準端面必須在一次裝夾中加工。必要時應在該端面的齒輪分度圓附近車出標記線。

CNC加工
CNC加工,數控加工,精密機械加工,電腦鑼,數控機床加工
特點:
1,CNC加工中心是高效、高精度數控機床,工件在一次裝夾中便可完成多道工序的加工,同時還備有刀具庫,并且有自動換刀功能。CNC加工中心能實現三軸或三軸以上的聯動控制,以保證刀具進行復雜表面的加工。CNC加工中心除具有直線插補和圓弧插補功能外,還具有各種加工固定循環、刀具半徑自動補償、刀具長度自動補償、加工過程圖形顯示、人機對話、故障自動診斷、離線編程等功能。
2,大量減少工裝數量,加工形狀復雜的零件不需要復雜的工裝。如要改變零件的形狀和尺寸,只需要修改零件加工程序,適用于新產品研制和改型。
3,加工質量穩定,加工精度高,重復精度高,適應飛行器的加工要求。
4,可加工常規方法難于加工的復雜型面,甚至能加工一些無法觀測的加工部位。
五金沖壓
五金沖壓,拉伸件,五金件,沖壓件,五金加工,五金制品,沖壓加工,精密沖壓件,沖壓件加工,沖壓模具,五金加工廠,五金沖壓廠,旋壓加工
五金沖壓就是利用沖床及模具將不銹鋼,鐵,鋁,銅等板材及異性材使其變形或斷裂,達到具有一定形狀和尺寸的生產工藝。沖壓工藝大致可分為分離工序和成形工序(又分彎曲、拉深、成形)兩大類。按照沖壓時的溫度情況有冷沖壓和熱沖壓兩種方式。

車床加工
車床加工是機械加工的一部份,主要有兩種加工形式:一種是把車刀固定,加工旋轉中未成形的工件,另一種是將工件固定,通過工件的高速旋轉,車刀(刀架)的橫向和縱向移動進行精度加工。在車床上還可用鉆頭、擴孔鉆、鉸刀、絲錐、板牙和滾花工具等進行相應的加工。車床主要用于加工軸、盤、套和其他具有回轉表面的工件,是機械制造和修配工廠中使用最廣的一類機床加工

軸加工
常見的軸根據軸的結構形狀可分為曲軸、直軸、軟軸、實心軸、空心軸、剛性軸、撓性軸(軟軸)。直軸又可分為:
1,轉軸,工作時既承受彎矩又承受扭矩,是機械中最常見的軸,如各種減速器中的軸等。
2,心軸,用來支承轉動零件只承受彎矩而不傳遞扭矩,有些心軸轉動,如鐵路車輛的軸等,有些心軸則不轉動,如支承滑輪的軸等。
3,傳動軸,主要用來傳遞扭矩而不承受彎矩,如起重機移動機構中的長光軸、汽車的驅動軸等。軸的材料主要采用碳素鋼或合金鋼,也可采用球墨鑄鐵或合金鑄鐵等。軸的工作能力一般取決于強度和剛度,轉速高時還取決于振動穩定性。

鈑金加工
鈑金加工,鈑金加工廠家,不銹鋼鈑金加工,機箱鈑金加工,鈑金廠家,精密鈑金加工,鈑金廠,深圳鈑金加工,東莞鈑金加工,鈑金折彎加工
鈑金是針對金屬薄板(通常在6mm以下)一種綜合冷加工工藝,包括剪、沖/切/復合、折、鉚接、拼接、成型(如汽車車身)等。
鈑金加工是包括傳統的切割下料、沖裁加工、彎壓成形等方法及工藝參數,又包括各種冷沖壓模具結構及工藝參數、各種設備工作原理及操縱方法,還包括新沖壓技術及新工藝。